Case Study: RGF Redevelopment
Ashland, Massachusetts
The Challenge
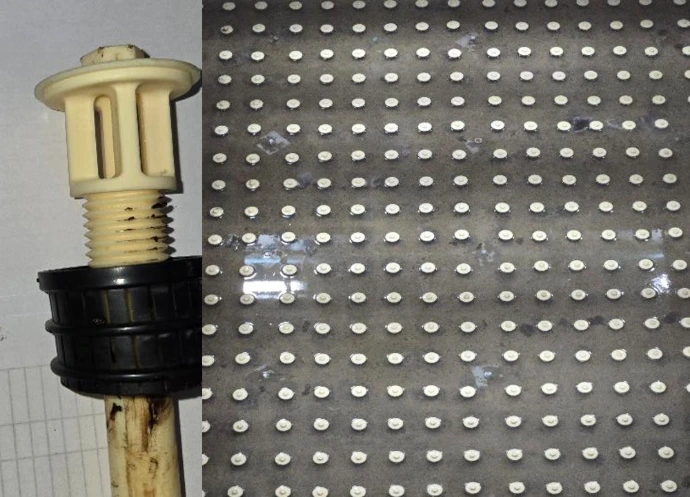
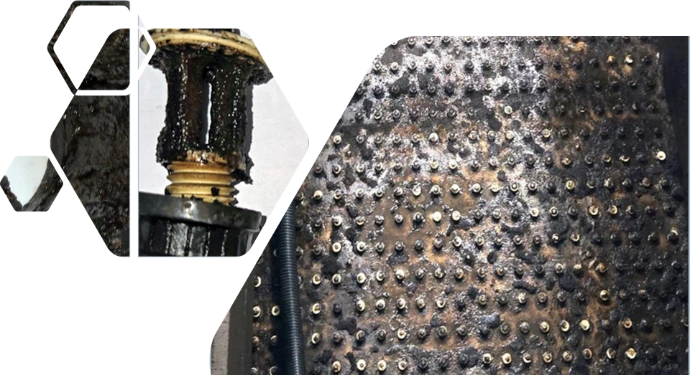
The nozzles inside the clarifiers are becoming plugged up by sludge that's being removed during the coagulation process.
The sludge contains a high concentration of organic manganese, thus the black color.
This led to a 60% decline in influent flow on both clarifiers as 2,080 GPM reduced to 800 GPM and the PRV (pressure relief valves) for the blowers were being set off when trying to exceed 800 GPM. So this was because of a 33% increase in pressure during the backwash process.
There was an uneven blanket of air across the floor during the air scour process coming through the nozzles. These dead zones in the media were not breaking up flock and sludge build up symmetrically. At the same time there was a possibility of blowing up the clarifier floor during an air scour due to the high pressure consolidated in some areas.
The Solution & Results
Enhanced Pantonite redevelopment with a two- to three-day treatment process that led to increased productivity and improved water quality.
Flow rates increased from 643 gallons per minute to 1206 gallons per minute.
Ashland considered another proposal from another contractor to remove the media, replace all of the nozzles, and then replace the media.
The total Pantonite project cost that was less than 10% of the total proposal from the alternative contractor - resulting in a 92% saving for the utility.